- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
ОНЛАЙН ОБЛАДНАННЯ ДЛЯ ВІДЖІЛУ ЗВАРЯНИХ ТРУБНИХ ШВІВ M.F
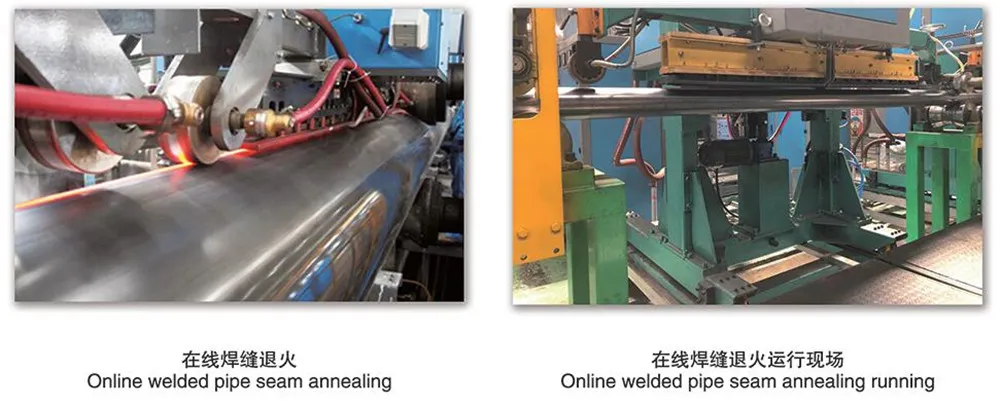
Обладнання для відпалу трубних швів онлайн
Повторне нагрівання зварного шва труби з прямим швом є ефективним методом покращення якості зварювання, і зварний шов нагрівається до понад 800 ° C, а потім природним чином охолоджується (відпалюється) або примусово охолоджується (нормалізація) з вентилятор, який може ефективно покращити кристалічну мікроструктуру, усунути шкідливі навантаження та уникнути розтріскування зварного шва під час подальшої обробки.
Обладнання для нагріву зварного шва в режимі онлайн, яке зазвичай фіксується після скребка задирок лінії виробництва зварних труб. Очистіть зварний стрижень, а потім нагрійте зварний шов. Використовуючи залишкову температуру зварного шва, температуру зварного шва можна ефективно та швидко підняти до необхідної температури.
Загальна схема лінії виробництва зварних труб з обладнанням для відпалу зварних швів виглядає наступним чином:

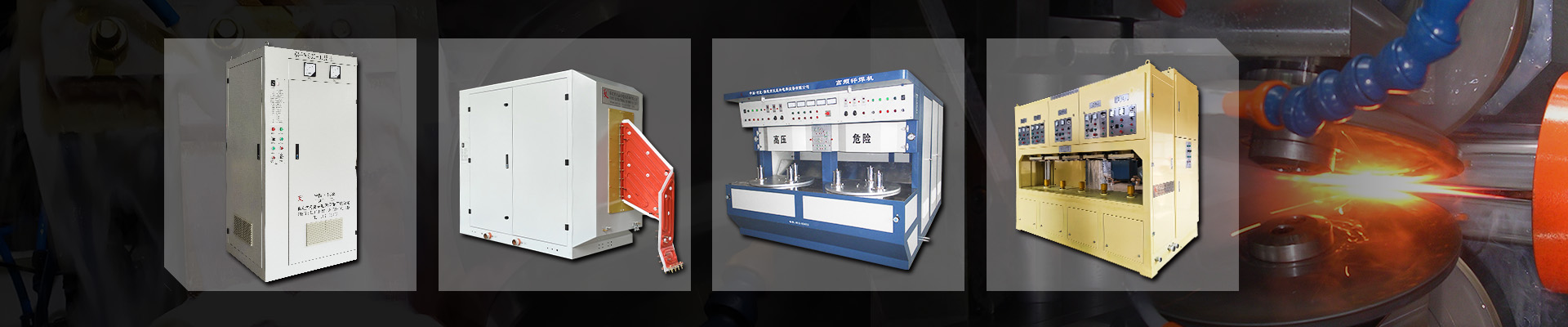
Повний комплект обладнання, що становить відпал зварних швів, як правило, включає: відпалову машину, джерело живлення середньої частоти, охолоджувач води та консоль.
Машина для відпалу: підвісьте опорний індуктор, щоб переконатися, що зазор між індуктором і зварним швом є відповідним і стабільним. Він може рухатися вперед-назад або вгору-вниз. Існує також функція виявлення та запобігання задирок, щоб уникнути пошкодження індуктора, спричиненого непоголеними задирами.
Джерело живлення середньої частоти: відповідно до товщини стінки та швидкості сталевої труби вибирається різна потужність і частота.
Джерело живлення середньої частоти може бути тиристорним середньочастотним або середньочастотним IGBT.
Діапазон потужності: 1 OOKW~600KW. Як правило, кілька одиниць використовуються в серії, і частота кожного блоку є
різні, і ефект нагрівання кращий.
Переваги: стабільне обладнання, енергозбереження, низький рівень відмов.